

 手機資訊
手機資訊 官方微信
官方微信摘要 “利潤都給了你,哪里來的服務。”是很多企業主在越來越嚴重的價格戰中的一句心里話。產品
“利潤都給了你,哪里來的服務。”是很多企業主在越來越嚴重的價格戰中的一句心里話。
產品定價基于生產成本、運作成本和利潤,如果利潤微薄,企業隨之就會降低材料質量,或者從產品后期服務當中扣除。
目前市場上超薄片的競爭尤為嚴重,經常收到銷售部門的反饋:某某品牌在當地銷售不錯,客戶說使用非常好,銷售價格多少多少,目前樣品正在寄回公司。拿到的樣品,自然不敢怠慢,針對不同材質進行切割,自動手動不知疲倦的檢測檢測……
這些情況多了,也開始慢慢摸索出些規律,再進一步進行磨料分析,不管某某品牌的產品,磨料組成和配方都是無比的相似。久而久之,只要進行稍微切割就可以知道某某品牌的情況。現在原材料價格的透明化,不刻意去追尋,也在耳濡目染似的知道各個材料的價格。稍稍算算就會明白其中的利潤點在哪里。很多小名氣廠家,使用差點的磨片,把成本價格拉下來即可收回自己的利潤。如果使用很好的磨料,又賣低價格,那么只能壓榨利潤,如果還保證利潤,那么售后的保障必然有所打折。在市面上有很多三無產品,一個品名除外,其他就沒有了。這些產品沒有出于安全使用提示,使用者安全使用還好,萬一出現其他意外,那么消費者也無法找到相關廠家維護自己的權力。
很感激大部分廠家的堅持,大家都知道,基本相同配方下,堅持自己的價位,在材料選擇上不斷改變,不斷挖掘產品的使用體驗,從使用者的身份考慮改進產品的質量,使用更新的材料,使用到單晶剛玉、鋯剛玉或更高質量等級磨料。挖掘產品質量體驗,是從切割手感、順暢鋒利、進刀速度、工件切割后橫截面情況、切割聲音、切割震動、粉塵、氣味等方面加以考慮,提高自身以人為本的責任。注重產品外觀,加嚴分選力度,加大抽檢力度,包括切割檢測和行為公差檢測,切割檢測頻率越高越能控制產品每批次的穩定。稍有數據偏差,就應該要及時告知相關部門進行查找原因改正,及時把質量偏離的點扭轉,如暫時找不到原因,可以暫停生產,把廢次品扼殺在成型之前。切割數據檢測之外還有強度測試,按比例抽查進行檢測,保證回轉強度符合新國標要求,端面跳動、產品厚度要符合國標行為公差要求。更深層的考慮則是產品的抗衰減情況,保證產品長時間,半年一年或更長時間內有著與剛剛出爐的產品相同的品質。相同的磨料量,能夠最大限度的實現使用率,對消費者來說是降低了采購成本。升華的考慮,戴上高大上的帽子就是為節約國家資源做出了大貢獻。
慢工出細活,當然好的品質要眾人去累積。高價位的產品,服務的價值在無形當中附著。一批一批的檢測控制,人力物力都是很大的投入。分選力度加嚴,分選出來的廢次品只能做報廢處理,有瑕疵的產品不能夠轉化成價值。等等所有這些如果都省略,可以轉化成利潤,那么該品牌的產品也可以低價位出售,這樣一來產品品質的保證也會有所打折。品質好的產品需要嚴格控制,其中蘊含著許多無形的服務投入,保證產品穩定、安全,讓客戶用得放心,用得舒心。
配方設計以及合理性優化控制
超薄片產品增加冷卻性材料用量,達到使得樹脂得到冷卻性保護,達到增加樹脂把持力的作用,樹脂把持力增加到超過磨料的自銳性是可以選擇更硬磨料,提高產品耐用性,合理設計產品配方,考慮到樹脂把持力和磨料之間的結合平衡點,就很容易做出既鋒利又耐用的產品來。再根據市場需求反饋,進行合理優化,不斷提升產品質量。
原材料檢驗控制
樹脂砂輪原材料一般檢驗項目如下:
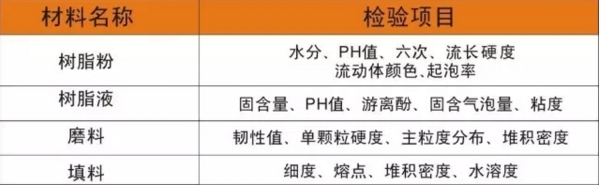
原材料控制是產品生產的第一步,控制原材料穩定,保證每個材料指標合格,對產品質量的穩定起到關鍵性作用。每批材料進行檢測,預先試產的意義顯而易見。
過程控制要點
良好的配方,并不一定能做出完美的產品,生產過程的細微控制也是相當的關鍵。兩頭關鍵工序混料和固化。混料工序需要考慮車間環境、溫度濕度、排風系統、磨料清潔度、顆粒均勻度、不同磨料粒度的組成、樹脂液粘度、樹脂粉粒度、粉液之間的相溶性、填料的比例、添加量及性質、混料攪拌時間、攪拌速度、攪拌鍋鍋叉、鍋邊的平整、頭子料的添加量、混料時間、混料容器、篩料機分類、篩料次數。固化工序注重按照產品的厚度、大小,固化爐周邊的環境(溫度、濕度),爐車內風循環,排氣量大小,以及樹脂本身的化學性質來設定升溫曲線。這些關鍵工序上的因素不加以仔細考慮控制,都會影響到配方設計的預期效果。中間工序成型車間的環境,成型機臺壓力、溫度、保壓時間、串片方式此類因素,在參照工藝規定基礎上,加上成型過程微調,才能達到配方設計的預期效果。
成品檢驗控制
切割檢測和行為公差檢測,切割檢測頻率越高越能控制產品每批次的穩定。數據偏差,及時告知相關部門進行原因查找、改正,及時把質量偏離的點扭轉。
分選包裝控制
嚴格控制分選力度,將缺邊、少料、積砂、起疤、透光、變形、油性差的產品分選出來作為廢次品做報廢處理。
分選之后,選擇專用包裝材料,將正品產品進行正確包裝,不少數差數,外箱貼好產品相關標識。
產品衰減性關注
如果相同的磨料量,能夠最大限度的實現使用率,那么意義非常重大,注重產品衰減性,提升產品深層品質。
產品衰減的原因有以下幾點:
1、材料的酸堿值。材料的酸堿會影響樹脂對磨料的把持力,造成產品切割過程磨料脫落,切割磨耗偏大。
2、材料的吸水性。原材料吸水,產品會在存放過程很快吸收水分,所吸收的水分再與產品中沒有排盡的氨氣和游離酚組合,形成堿性物質,造成產品從內部開始堿化,加速產品衰減。
3、成型密度大小。產品成型密度大,可以封住產品表面氣孔,減少水汽入侵,可以延長產品的保存期限。缺點是成型密度不容易控制,加大成型密度,容易造成產品韌性下降,產品切割手感變差。
4、混料顆粒均勻性。涉及到高低粘度樹脂液,上下鍋混料,高低填料量,篩網目數的影響。成型料顆粒均勻性好,壓制出來的坯體組織密度更加均勻,也能減少組織內部吸水。
5、產品表面處理,添加疏水性材料。
6、合理選擇原材料指標。比如樹脂粉六次含量,樹脂液游離酚含量,減少固化過程小分子量產生,減少產品內部氣孔率。
總之,在當前經濟壓力下,競爭越來越大,我們感激大部分廠家的堅持,不忘初心,夯實質量,服務顧客,無形的服務繼續保持分布在生產各個環節。
過程控制要點
良好的配方,并不一定能做出完美的產品,生產過程的細微控制也是相當的關鍵。兩頭關鍵工序混料和固化。混料工序需要考慮車間環境、溫度濕度、排風系統、磨料清潔度、顆粒均勻度、不同磨料粒度的組成、樹脂液粘度、樹脂粉粒度、粉液之間的相溶性、填料的比例、添加量及性質、混料攪拌時間、攪拌速度、攪拌鍋鍋叉、鍋邊的平整、頭子料的添加量、混料時間、混料容器、篩料機分類、篩料次數。固化工序注重按照產品的厚度、大小,固化爐周邊的環境(溫度、濕度),爐車內風循環,排氣量大小,以及樹脂本身的化學性質來設定升溫曲線。這些關鍵工序上的因素不加以仔細考慮控制,都會影響到配方設計的預期效果。中間工序成型車間的環境,成型機臺壓力、溫度、保壓時間、串片方式此類因素,在參照工藝規定基礎上,加上成型過程微調,才能達到配方設計的預期效果。
成品檢驗控制
切割檢測和行為公差檢測,切割檢測頻率越高越能控制產品每批次的穩定。數據偏差,及時告知相關部門進行原因查找、改正,及時把質量偏離的點扭轉。
分選包裝控制
嚴格控制分選力度,將缺邊、少料、積砂、起疤、透光、變形、油性差的產品分選出來作為廢次品做報廢處理。
分選之后,選擇專用包裝材料,將正品產品進行正確包裝,不少數差數,外箱貼好產品相關標識。
產品衰減性關注
如果相同的磨料量,能夠最大限度的實現使用率,那么意義非常重大,注重產品衰減性,提升產品深層品質。
產品衰減的原因有以下幾點:
1、材料的酸堿值。材料的酸堿會影響樹脂對磨料的把持力,造成產品切割過程磨料脫落,切割磨耗偏大。
2、材料的吸水性。原材料吸水,產品會在存放過程很快吸收水分,所吸收的水分再與產品中沒有排盡的氨氣和游離酚組合,形成堿性物質,造成產品從內部開始堿化,加速產品衰減。
3、成型密度大小。產品成型密度大,可以封住產品表面氣孔,減少水汽入侵,可以延長產品的保存期限。缺點是成型密度不容易控制,加大成型密度,容易造成產品韌性下降,產品切割手感變差。
4、混料顆粒均勻性。涉及到高低粘度樹脂液,上下鍋混料,高低填料量,篩網目數的影響。成型料顆粒均勻性好,壓制出來的坯體組織密度更加均勻,也能減少組織內部吸水。
5、產品表面處理,添加疏水性材料。
6、合理選擇原材料指標。比如樹脂粉六次含量,樹脂液游離酚含量,減少固化過程小分子量產生,減少產品內部氣孔率。
總之,在當前經濟壓力下,競爭越來越大,我們感激大部分廠家的堅持,不忘初心,夯實質量,服務顧客,無形的服務繼續保持分布在生產各個環節。









 豫公網安備41019702003604號
豫公網安備41019702003604號