

 手機資訊
手機資訊 官方微信
官方微信摘要 作者/姜雪梅、趙鵬飛(中航工業(yè)沈陽黎明航空發(fā)動機(集團)有限責(zé)任公司)航空發(fā)動機是飛機的心臟,是決定飛機性能的重要因素之一。發(fā)動機中盤、軸、鼓筒、軸頸等零件均是發(fā)動機的核心轉(zhuǎn)動部件...
作者/姜雪梅、趙鵬飛(中航工業(yè)沈陽黎明航空發(fā)動機(集團)有限責(zé)任公司)
航空發(fā)動機是飛機的心臟,是決定飛機性能的重要因素之一。發(fā)動機中盤、軸、鼓筒、軸頸等零件均是發(fā)動機的核心轉(zhuǎn)動部件和關(guān)鍵件,在高溫、高壓、高轉(zhuǎn)速的惡劣環(huán)境下工作。這類零件材料大多采用高溫合金、粉末高溫合金、鈦合金等難加工材料制造,尺寸精度要求高,技術(shù)條件嚴格,對零件表面質(zhì)量、表面完整性要求高,其加工質(zhì)量的高低直接影響到發(fā)動機的使用壽命和安全可靠性。
近年來,隨著航空發(fā)動機技術(shù)的不斷進步和發(fā)展,這些關(guān)鍵部件的加工技術(shù)有了大幅度的提升,從傳統(tǒng)的加工方式、過多依賴操作者的經(jīng)驗和水平完成加工,轉(zhuǎn)向車銑復(fù)合加工、全程序無干預(yù)數(shù)控加工、各類邊緣自動成型加工和自動光整加工等自動化、集成化、精準(zhǔn)化及抗疲勞制造的方向推進和發(fā)展。航空發(fā)動機關(guān)鍵部件加工技術(shù)的進步對提高航空發(fā)動機的可靠性,在全壽命使用周期內(nèi)安全可靠的工作起到了至關(guān)重要的作用。
典型零組件結(jié)構(gòu)特點
航空發(fā)動機轉(zhuǎn)動零、組件主要有盤、軸、鼓筒、軸頸等典型零件(見圖1)。

圖1(a)中新結(jié)構(gòu)渦輪盤不但具有輪緣、輻板、榫槽、盤心孔等傳統(tǒng)結(jié)構(gòu),而且?guī)в须p翼安裝邊,與輪盤的輻板形成了大深度半封閉深型腔,敞開性差,輪盤輻板及雙翼安裝邊處均為薄壁結(jié)構(gòu),壁厚為2.0~2.6mm,零件剛性差,加工難度大。
圖1(b)為盤軸一體結(jié)構(gòu)零件,是將傳統(tǒng)的壓氣機盤和軸頸集成為一體的重要承力件,材料為TC17,大端是輪盤結(jié)構(gòu),具有輪緣、輻板、輪轂、盤心孔,輪緣上帶有安裝葉片的燕尾榫槽,輻板處有精密螺栓連接孔。金屬加工微信,內(nèi)容不錯,值得關(guān)注。零件軸頸端外型面帶有螺紋、篦齒、外花鍵、徑向斜孔等結(jié)構(gòu)特征。盤軸一體結(jié)構(gòu)零件的另一特點是軸頸錐璧與輪盤輻板形成了半封閉深型腔結(jié)構(gòu),加工工藝性差。
圖1(c)為壓氣機后鼓筒零件,是由5個壓氣機盤通過慣性摩擦焊焊接組合而成,帶有五級環(huán)形燕尾榫槽,輻板間內(nèi)腔型面空間狹小,內(nèi)腔根底部徑向深度大、敞開性差、加工難度大,外型面結(jié)構(gòu)復(fù)雜,尺寸精度高,技術(shù)條件要求嚴,后鼓筒材料為GH4169,硬度HB≥388N/mm2。
典型零件機械加工技術(shù)
1、高效車銑復(fù)合加工技術(shù)
盤、鼓筒、軸頸等回轉(zhuǎn)類零件的復(fù)合加工,主要以車銑復(fù)合加工為主,其特點是以工序集中為原則,將車削、銑削、鉆鏜等加工合為一體,在一臺加工設(shè)備上完成不同工序或者不同工藝方法的加工,特別適合于零件精加工階段,在完成主要型面車削加工的同時,還可同步完成定位孔、聯(lián)結(jié)孔、鍵槽、花邊、花鍵等鏜銑加工和滾齒加工,即通過一次裝夾,完成車、銑、鉆、鏜、鉸、攻絲、滾齒等多種加工要求,車銑復(fù)合加工可以減少零件定位裝夾次數(shù)和找正時間,消除重復(fù)定位誤差,減少工裝數(shù)量、實現(xiàn)自動化、集成化加工,大幅度提高零件加工精度和加工效率。
以圖1(b)中盤軸一體零件為例,零件除具有輪緣、輻板、軸身等回轉(zhuǎn)表面外,還具有多處精密聯(lián)結(jié)孔、徑向斜孔、鎖片槽、球頭凹槽等特征,不但需要車削加工,而且還需鉆、鏜、鉸加工和銑削加工。金屬加工微信,內(nèi)容不錯,值得關(guān)注。按傳統(tǒng)的加工模式零件不僅需要在數(shù)控車床、坐標(biāo)鏜床、五坐標(biāo)加工中心等多種設(shè)備上進行加工,而且需要經(jīng)過多次車、銑、鉆鏜、孔邊倒圓等共18道工序才能完成加工,涉及的專用工裝數(shù)量多,需要多次重復(fù)裝夾找正。而采用車銑復(fù)合加工技術(shù),僅用二道工序通過二次裝夾,即可完成傳統(tǒng)工藝需18道工序加工的內(nèi)容。
車銑復(fù)合加工中心適合于加工以車削為主,鉆、鏜、銑加工為輔的回轉(zhuǎn)類零件加工。五軸車銑型復(fù)合加工中心具有的B軸擺動車削功能,特別適用于航空發(fā)動機一些結(jié)構(gòu)復(fù)雜零件的半封閉型腔加工,如渦輪盤(見圖1(a)),盤軸一體零件(圖1(b))的深型腔加工。這類零件的主要結(jié)構(gòu)特點是:輻板較長,型腔空間狹小,且徑向深度大,盤心孔部位軸向開口寬度窄,加工中主要難點一方面是零件薄壁結(jié)構(gòu),加工中易受切削力影響產(chǎn)生加工變形,影響加工精度,另一方面深腔切削過程中刀具與零件易產(chǎn)生碰撞、干涉,甚至打刀,造成零件報廢。為解決上述問題,除加工前進行模擬仿真,消除加工中的干涉外,同時需要設(shè)計滿足深腔加工的非標(biāo)專用刀具。半封閉深型腔在普通數(shù)控車床或車削中心上加工,需要三把非標(biāo)刀具才能將整個型面全部加工完成,而應(yīng)用車銑復(fù)合加工中心的B軸擺動車削功能,使銑削主軸頭帶動刀具同步擺動,刀具隨著加工部位的形狀不斷地調(diào)整切削角度和運動方位,彌補了常規(guī)車削中刀桿固定不動的不足。在上述盤軸一體零件的深腔加工中只采用了一把高壓內(nèi)冷結(jié)構(gòu)非標(biāo)刀具,通過程序設(shè)計中應(yīng)用了B軸擺動車削加工技術(shù),實現(xiàn)了X、Z、B軸三軸聯(lián)動車削,滿足了半封閉深型腔加工需要,減少了接刀、換刀次數(shù),保證了深腔型面輪廓的圓滑轉(zhuǎn)接,提高了零件加工質(zhì)量。
2、全程序無干預(yù)數(shù)控加工
全程序無干預(yù)數(shù)控加工技術(shù),是將一道工序中的所有工步加工內(nèi)容整合成為一段具有“人機交互”能力的數(shù)控程序,數(shù)控機床除了在工藝設(shè)計需要的計劃停車點停車以外,工序的各個工步加工內(nèi)容是按照一定的次序步驟連續(xù)不斷地完成的,加工過程不需要人工干預(yù),實現(xiàn)程序整體連續(xù)運行,一次啟動完成加工,改變了傳統(tǒng)的數(shù)控加工由操作者手工對刀、測量、上刀這種落后方式,增強操作系統(tǒng)的可靠性,消除加工中的誤差,將加工、測量和補償有效地融合在同一程序段中,實現(xiàn)由機床為過程執(zhí)行主體的連續(xù)“無干預(yù)”加工模式,大大地減少了人為出錯的機率和不必要的停車時間。
全程序無干預(yù)數(shù)控加工,需要對不同結(jié)構(gòu)零件的加工工藝方案、加工步驟、走刀軌跡、切削速度、切削方式、進給量及刀具結(jié)構(gòu)等工藝要素進行優(yōu)化設(shè)計,確保工藝要素正確合理、完整可靠,同時必須使切削過程中充分冷卻和有效地斷屑,避免加工中斷。金屬加工微信,內(nèi)容不錯,值得關(guān)注。例如在加工圖1(b)中的盤軸一體結(jié)構(gòu)零件深腔結(jié)構(gòu)時,粗精車加工均采用帶有高壓內(nèi)冷結(jié)構(gòu)的專用刀具和車銑復(fù)合加工設(shè)備,采用機床自動對刀、換刀,模擬走刀軌跡,避免刀具與零件干涉,然后根據(jù)所編制的無干預(yù)數(shù)控加工程序,選定不同的刀板形式和機夾刀片、切削參數(shù),按照所設(shè)計的加工步驟進行加工。首先采用垂直結(jié)構(gòu)的刀板,安裝4~6mm寬的切刀,進行粗開內(nèi)腔和深扎內(nèi)腔的加工,去除深型腔大部分余量,其次采用“傾斜”結(jié)構(gòu)的刀板,安裝圓頭刀片,用軸向分層切削方式,完成內(nèi)腔輻板的加工,然后更換為徑向分層切削方式,完成深腔根部的加工,最后應(yīng)用了B軸擺動車削加工技術(shù)和恒定線速度切削,完成深腔型面的精車加工。
傳統(tǒng)的加工方式,零件尺寸精度依靠操作者上刀補值控制、受人為的影響因素大,尺寸公差離散度大,采用無干預(yù)數(shù)控加工規(guī)范了操作員的操作步驟和次序,最大限度地降低“人為干預(yù)”的錯誤機率,將諸多方面可能出現(xiàn)的問題和存在的風(fēng)險進行了有效的規(guī)避,加工后的零件尺寸公差90%接近中差值,而且不同操作員加工零件的時間幾乎一致,實現(xiàn)了標(biāo)準(zhǔn)作業(yè)時間。
3、盤鼓零件榫槽加工
盤鼓類零件輪緣上通常都帶有安裝葉片的榫槽,按形狀可分為縱樹形榫槽和燕尾形榫槽,按榫槽方向又分為軸向榫槽和環(huán)形榫槽,軸向榫槽通常采用拉削加工,環(huán)形燕尾榫槽采用數(shù)控車削加工。
3.1 榫槽拉削加工
由于榫槽尺寸精度及位置精度的不斷提高,榫槽拉削加工已由傳統(tǒng)的液壓內(nèi)拉削方式改進發(fā)展為數(shù)控高速側(cè)拉削,數(shù)控高速側(cè)拉床具有剛性好、速度范圍大、傳動平穩(wěn),行程長、精度高、自動化程度高等特點,并可極大地簡化夾具結(jié)構(gòu),加工效率高、勞動強度大大降低。目前已廣泛用于渦輪盤、壓氣機盤及民用透平機械的榫槽加工。
某粉末高溫合金渦輪盤縱樹形榫槽拉削,設(shè)備選擇為數(shù)控高速側(cè)拉床,最大行程7500mm。設(shè)計成套拉刀共14把,排成2排分2次拉削完成。第1~7把為開槽刀,第8把粗拉齒型,第9~11把為粗拉齒底槽刀,第12把粗拉齒頂圓弧刀,第13把精拉槽底圓弧,第14把為精拉齒形刀。其拉削方案示意圖即各把拉刀的拉削余量如圖2所示。
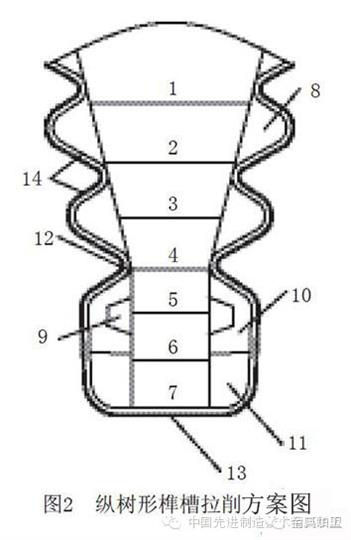
拉刀材料選用了粉末高速鋼材料T15,拉刀前角為15°、后角為3°,采用的齒升量為:粗開槽刀為0.05~0.055mm;粗拉齒型刀為0.025~0.04mm;精拉槽底圓弧刀為0.02mm;精拉齒型刀為0~0.025mm, 拉削方式為漸切式+全成型,優(yōu)化后的拉削速度為粗拉1m/min;精拉1~1.5m/min,取得了良好的拉削效果。
3.2 環(huán)形燕尾榫槽的數(shù)控車加工
在發(fā)動機壓氣機盤及鼓筒組件上應(yīng)用環(huán)形燕尾榫槽結(jié)構(gòu)的較多,榫槽開口小、內(nèi)腔寬,榫槽工作面輪廓度一般在0.01mm左右,其他表面輪廓度一般在0.025mm左右,制造的精度要求高,主要加工難點為:
(1)榫槽工作面節(jié)點尺寸、軸向位置精度及基準(zhǔn)邊直徑尺寸公差要求嚴格,尤其是榫槽輪廓度要在全型面上保證,對設(shè)備刀具要求高,GH4169材料切削性差、加工硬化現(xiàn)象嚴重,影響零件的加工精度與表面質(zhì)量水平。
(2)榫槽結(jié)構(gòu)為腔大、口小,敞開性差,使榫槽加工用刀具頭大頸小,頸部強度較弱,且加工余量較大,排屑困難,加工過程中易出現(xiàn)打刀現(xiàn)象。
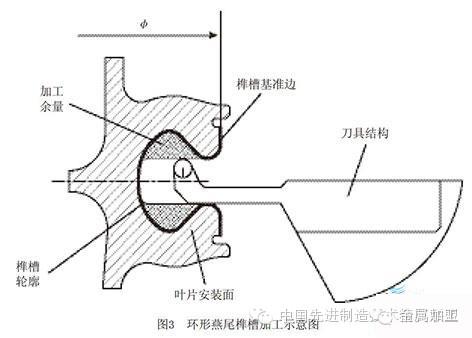
環(huán)形燕尾榫槽加工應(yīng)選用設(shè)備精度較高的數(shù)控臥車或數(shù)控立車,在數(shù)控立車上加工示意圖如圖3所示。按照先粗后精的加工順序,分5個步驟完成榫槽加工。第一步使用切刀,采用階梯進刀方式,將榫槽外圓及中部余量去除;第二步使用刀尖半徑為R0.4mm、左右偏向的菱形車刀,分別加工上下部外圓基準(zhǔn),將直徑尺寸加工至圖紙要求;第三步使用專用的榫槽車刀,分上下兩部分,逐層將榫槽兩側(cè)的大部分余量去除,留0.3mm余量;第四步選用輪廓型面較好的榫槽刀片,進行榫槽最終型面加工;第五步使用圓刀片,車修榫槽底部的接刀痕,完成整個榫槽的車削加工。編程時注意盡量采用圓弧進退刀方式,以保證輪廓軌跡平滑。
4、鼓筒組合件輻板間深腔型面加工
壓氣機盤通過摩擦焊或電子束焊形成鼓筒組合件后,各級盤輻板間深腔底部型面加工一直是加工中的難點和瓶頸,特別是內(nèi)腔徑向深度尺寸H大于盤心孔直徑φA的封閉狹長內(nèi)腔型面加工更是鼓筒組合件加工中的關(guān)鍵。由于各級盤輪轂之間間距C小,刀具切削時在盲視狀態(tài)下加工,無法觀察監(jiān)控切削情況,加工風(fēng)險大(見圖4)。常規(guī)的工藝方法及刀具無法完成此類深腔封閉型面加工,只能選用懸伸較長、厚度較薄的刀具進行加工,造成刀具剛性差、強度較低,加工過程中易出現(xiàn)讓刀及切削共振現(xiàn)象,加劇刀具磨損,加工后零件表面易出現(xiàn)振紋,加工難度大。
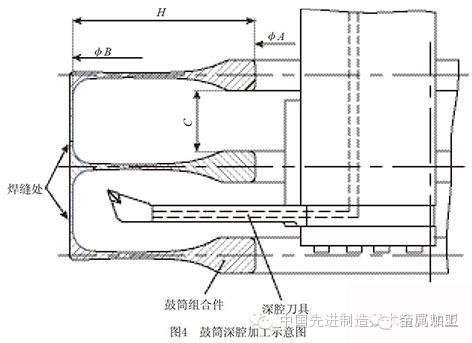
工藝方案設(shè)計中,需要從刀具及工藝方法兩方面入手,首選重復(fù)定位精度高的CAPTO結(jié)構(gòu)板形刀體,采用防振裝置使刀體具備良好的剛性和穩(wěn)定性,刀體內(nèi)配高壓冷卻液通道,將冷卻液直接送達到切削部位,解決內(nèi)腔排屑和冷卻難題。金屬加工微信,內(nèi)容不錯,值得關(guān)注。加工刀具由3部分組成,包括與設(shè)備相連的轉(zhuǎn)接刀體、與轉(zhuǎn)接刀體相連的深腔刀板及刀片。轉(zhuǎn)接刀體長度隨零件軸向高度與級數(shù)不同變化,深腔刀板通常分為上、中、下3種結(jié)構(gòu),分別加工深腔底面的上部、中部、下部型面。在工藝方法上優(yōu)先選用帶有機內(nèi)對刀系統(tǒng)的數(shù)控立車進行加工,分粗加工和精加工兩步進行,對于特深狹長型腔加工,起刀點和退刀點都設(shè)在型腔內(nèi)部。刀具的切削方式采用徑向分層切削,盡量減少走刀次數(shù)。首先使用中部刀板,加工內(nèi)腔底部直徑φB,其次更換上部刀板,按程序設(shè)計的刀具軌跡進行加工,加工后觀察與腹板轉(zhuǎn)接處的接刀情況,修正軸向刀補,重新運行程序完成上部型面的加工;最后使用下部刀板加工其余表面,完成整個型面加工。
提高盤類零件表面完整性加工技術(shù)
發(fā)動機構(gòu)件表面質(zhì)量、表面完整性作為新型發(fā)動機的設(shè)計指標(biāo)正逐漸地被提出,特別是對于盤、鼓筒等關(guān)鍵轉(zhuǎn)動部件,由于其工作環(huán)境惡劣、受力情況復(fù)雜,因此對這類零件的表面質(zhì)量、表面完整性及表面精細加工提出了嚴格的要求。
1、盤件振動光飾加工
渦輪盤結(jié)構(gòu)復(fù)雜,表面質(zhì)量要求高,特別是安裝邊與輪盤輻板形成半封閉深型腔,敞開性極差。輪盤輻板、安裝邊外圓及端面、輻板處型腔內(nèi)表面粗糙度要求嚴格,均為Ra0.80μm,傳統(tǒng)的光整加工是在普通車床上使用砂布條、采用手工拋光方式加工,由于渦輪盤型腔敞開性差,手工拋光幾乎不可達,粗糙度不易保證,質(zhì)量不穩(wěn)定。
振動光飾加工通過磨料和零件的相對運動,產(chǎn)生微量的磨削加工作用,去除零件表面的尖邊和微小凸起,促使零件表面產(chǎn)生殘余壓應(yīng)力,從而提高零件的表面完整性。旋軸式振動光飾機可以正反雙向轉(zhuǎn)動,即可繞自身自轉(zhuǎn),同時圍繞主軸中心公轉(zhuǎn),磨料箱周期性上下往復(fù)運動,從而使零件與磨料接觸和磨削加快,大面積多方向摩擦,實現(xiàn)高效光整加工。
振動光飾加工時,首先將輪盤一側(cè)表面朝下通過專用夾具,將盤件安裝在機床氣動夾盤上,通過主軸系統(tǒng)的升降帶動零件進入磨料中,在行星輪系、運動料箱等多方面運動系統(tǒng)的作用下,對輪盤零件的外表面、型腔及端面進行光整加工,使磨料與零件表面產(chǎn)生擠壓、劃擦等運動,實現(xiàn)對零件的微切削高效加工。磨料成份為剛玉或陶瓷,形狀可為多邊菱形,三角形或圓形。振動光飾加工選用的頻率通常為60±5Hz,振動光飾時間通常為30~60min。完成一側(cè)表面振動光飾后,翻轉(zhuǎn)零件,重新安裝在機床氣動夾盤上,進行另一側(cè)表面光飾加工。
對振動光飾后的輪盤進行相關(guān)指標(biāo)檢測,結(jié)果如下:
(1)振動光飾前后的尺寸、技術(shù)條件變化量小,在0~0.01mm之間,通過固化工藝參數(shù)和振動光飾時間,其變化量可控,振動光飾后零件尺寸精度滿足設(shè)計圖紙要求。
(2)振動光飾后表面粗糙度值降低1~2個等級。
(3)振動光飾后輪盤表面由拉應(yīng)力改變?yōu)閴簯?yīng)力,壓應(yīng)力值在-200~-500MPa之間。說明振動光飾加工不僅可改變表面粗糙度,而且可以改變零件表面的應(yīng)力狀態(tài)和表面完整性。
(4)振動光飾后的表面形貌有很大的改觀,經(jīng)放大50倍金相檢驗,表面紋理均勻規(guī)整,無明顯的周向走刀痕跡,表面質(zhì)量得到極大的改善,如圖5所示。

2、榫槽邊緣自動成型加工
渦輪盤榫槽與端面邊緣過渡圓角為R0.4~R0.6,表面粗糙度為Ra0.80μm,并要求沿榫槽型面倒圓并拋光,圓滑轉(zhuǎn)接(見圖6)。傳統(tǒng)的加工方式是采用銼刀、油石及紗布條去除毛刺并拋光的工藝方法完成榫槽邊緣加工,加工后邊緣尺寸一致性較差。
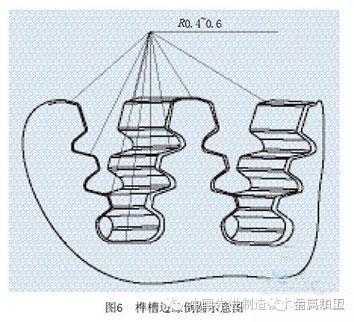
榫槽邊緣的自動成型加工是在自動到角機上,采用專用倒角銑刀與機床拋光單元的拋光刷,按預(yù)先編制好的數(shù)控程序軌跡,并以一定的切削參數(shù)實現(xiàn)對渦輪盤榫槽邊緣進行銑削和自動拋光的復(fù)合加工,采用組合夾具可滿足不同孔徑盤件的裝夾要求,應(yīng)用硬質(zhì)合金專用銑刀四軸聯(lián)動銑削圓角,銑刀轉(zhuǎn)速n=25000r/min,進給量f=600mm/min,切削深度ap= 0.1mm,去除榫槽邊緣大部分余量,粗糙度可達Ra1.60μm,然后應(yīng)用兩種標(biāo)準(zhǔn)金剛石粗、細拋光刷,對銑加工后的邊緣進行圓整與拋光,完成榫槽邊緣的復(fù)合光整加工。該工藝方法倒角、倒圓后尺寸一致性好,不接觸和影響拉削后的榫槽表面和尺寸精度,降低表面粗糙度值效果明顯。
結(jié)束語
先進的制造技術(shù)是航空發(fā)動機技術(shù)發(fā)展的基礎(chǔ),高性能航空發(fā)動機的發(fā)展對制造裝備和工藝技術(shù)的要求越來越高,航空發(fā)動機性能水平的提高,不僅僅是依靠提升設(shè)計水平,而是依賴于設(shè)計、材料和加工工藝技術(shù)水平的共同提高和進步,特別是對于盤鼓、軸頸等關(guān)鍵轉(zhuǎn)動部件,其加工精度和表面質(zhì)量對發(fā)動機性能和可靠性至關(guān)重要。我們必須下大力氣開展高性能航空發(fā)動機制造技術(shù)的研究,在消化吸收國際先進制造技術(shù)的基礎(chǔ)上,結(jié)合新材料、新結(jié)構(gòu)、新工藝不斷應(yīng)用的實際需要,開展工藝制造技術(shù)的創(chuàng)新和探索,大力提升航空發(fā)動機制造技術(shù)水平。








 豫公網(wǎng)安備41019702003604號
豫公網(wǎng)安備41019702003604號